Carbon nanotubes (CNTs) agglomerates in powder form are rarely used as such except for specific applications such as filtration systems or sensors.
They are generally embedded in a matrix and will partially transfer their outstanding properties to the host matrix. The matrix could be any material such as a thermoplastic, rubber, water, metal, ceramic and so on. CNTs appear in µ-meter sized agglomerates because carbon nanotubes have a strong tendency to stick together due to van der Waals forces. CNTs need to be disentangled to improve specific properties of the host matrix. Dispersion equipment used will depend on the host matrix. The optimum dispersion of CNTs is a key element to reach high performance nanocomposites.
CNTs improve specific properties of the host matrix (e.g. electrical conductivity) with a lesser impact on other properties (e.g. mechanical properties) than other carbon fillers due to much lower loading required. Carbon nanotubes are ideal multifunctional carbon additives to improve materials performances compared to chopped carbon fibers (cCF), carbon blacks (CB), graphite or carbon nanofibers (CNF).
Table 4. Carbon fillers properties. From top to bottom: Super P®Li CB, Timerex® KS6 Graphite, Tenax® cCF, VGCF™ CNF, NC7000™ CNT.

Carbon black
Super P®Li CB

- Diameter (nm) : 40
- Aspect ratio : 1:1
- Specific surface area (m²/g) : 60-80
- Volume resistivity (Ω.cm) : 10-2
- Thermal conductivity (W/mK) : <200
- Tensile strength (GPa) : <0.4

Graphite
Timerex® KS6 Graphite
- Diameter (nm) : 3000-5000
- Aspect ratio : 1:1
- Specific surface area (m²/g) : 10-20
- Volume resistivity (Ω.cm) : 10-4
- Thermal conductivity (W/mK) : <600
- Tensile strength (GPa) : <0.4

Carbon Chopped Fibers
Tenax® cCF
- Diameter (nm) : 106
- Aspect ratio : 1:6
- Specific surface area (m²/g) : 20
- Volume resistivity (Ω.cm) : 10-3
- Thermal conductivity (W/mK) : 20 (axial)
- Tensile strength (GPa) : 3.8

Carbon nanofibers
VGCF™ CNF
- Diameter (nm) : 150
- Aspect ratio : 10-100:1
- Specific surface area (m²/g) : 13
- Volume resistivity (Ω.cm) : 10-4
- Thermal conductivity (W/mK) : 1200
- Tensile strength (GPa) : <10

Carbon nanotubes
NC7000™ CNT
- Diameter (nm) : 9.5
- Aspect ratio : 100-1000:1
- Specific surface area (m²/g) : 250-300
- Volume resistivity (Ω.cm) : 10-4
- Thermal conductivity (W/mK) : >3000
- Tensile strength (GPa) : 10-60
Graphene nanoplatelets and SWCNTs are not available at the industrial scale. Performance results integrated in host matrices are currently demonstrated only at lab scale.
Figure 1 demonstrates the low electrical conductivity percolation threshold of carbon nanotubes compared to other carbon conductive additives.
Figure 1. Surface resistivity of carbon-filled polycarbonate compounds. Source: Nanocyl conductivity measurements.
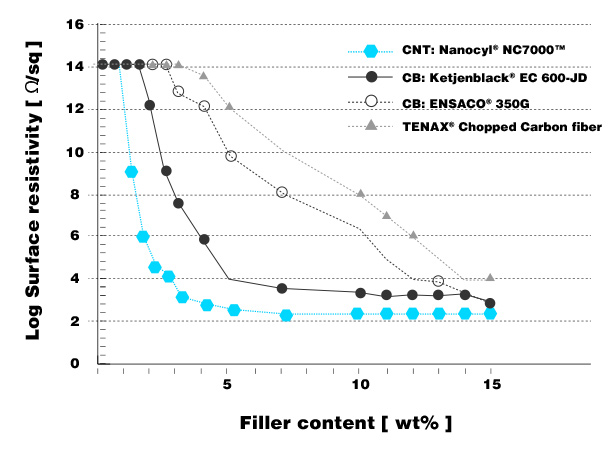
Carbon nanofibers (CNF) and high conductive expanded graphite are not present in the graph because they are used in specific applications.
Here below is a brief description of the properties improved by carbon nanotubes. Those statements are strongly dependent on the dispersion processes, the type of polymer and even often on the polymer grade.
In thermoplastics, CNTs bring electrical conductivity with a low percolation threshold (between 0.5 wt% and 4.5 wt% depending on the thermoplastic and the dispersion processes). In general, CNTs are more easily dispersed in polar thermoplastics. The main advantage of CNTs is that they affect less the mechanical properties (e.g. elongation at break) than other conductive fillers such as carbon blacks or graphite. This is due to the high aspect ratio of CNTs resulting in a very low amount of CNTs needed to reach a specific conductivity. CNTs increase more the viscosity than CB at equal loading, but the much lower quantities of CNTs required render the processing better in most cases or comparable. CNTs concentration below 1 wt% in thermoplastics improves elongation at break and impact resistance without affecting tensile strength and keeping the thermoplastics electrically insulating. CNTs in thermoplastics offer additional improvement in cleanliness, thermal dissipation, recyclability, flame retardancy, black tinting and UV resistance.
In elastomers, CNTs improve electrical conductivity with a low percolation threshold (between 1 and 4 phr depending on the elastomer and the dispersion processes). CNTs have a stronger reinforcing factor than any other additives such as carbon blacks and silicas. Nevertheless, a synergetic effect between CNT and carbon blacks is generally observed. The combination of CNTs and carbon blacks simultaneously improves tensile strength and elongation at break compared to raw elastomers. In general, CNT/CB elastomers present higher abrasion resistance, higher thermal dissipation and good chemical resistance resulting in extended lifetime and contributing to the development of more durable products. CNT/cast PU composites generate no skid marks. CNT/silicones coatings present a nanostructured surface conducting to a fouling release effect.
In epoxy and acrylic resins, CNTs improve electrical conductivity with a low percolation threshold. In carbon or glass fiber reinforced polymers, while the planar conductivity is brought by PAN or pitch carbon fibers, CNTs strongly increase the through thickness conductivity (z-axis) protecting structural composites from delamination due to lightning strikes.
Carbon nanotubes in those resins generally increase crack resistance. In carbon or glass fiber reinforced polymers, grinded carbon nanotubes/thermoplastics added between the PAN carbon fibers layers increase compression after impact.
In water and solvents, carbon nanotubes bring electrical and thermal properties. Coatings containing such CNT dispersions have improved electrical, thermal and crack resistance/propagation properties.
In metals and ceramics, carbon nanotubes improve thermal and mechanical properties.
Check detailed technical case studies available in Expertise Center.
Check also the different families of formulated products in the Section Products.